







































Produits de vente chauds
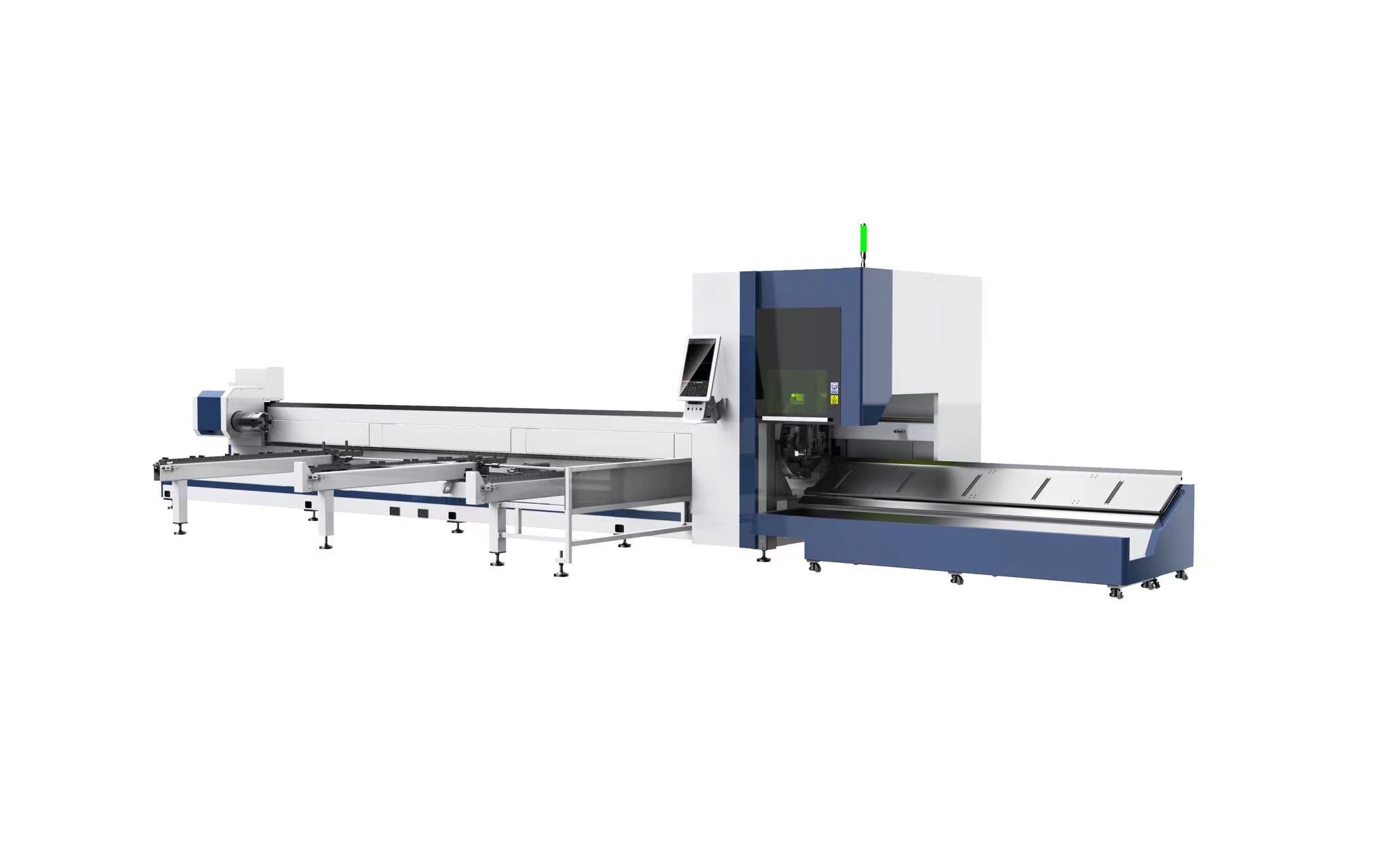
- Machine de découpe Laser fibre
- Machine à souder Laser fibre
- Machine de découpe Laser CO2
- Machine de marquage Laser




Principaux avantages
-
 SOLUTIONS de découpe
SOLUTIONS de découpeMachine de découpe Laser fibre Solutions d’ingénierie
En savoir plus -
Technologie de coupe
Tête de coupe à induction intelligente, coupant la technologie anti-collision
En savoir plus
Centre de nouvelles

-
Apr 23,
2025Nettoyage Laser Pulse vs. nettoyage Laser fibre: différences et recommandationsDans L L le domaine de la technologie de nettoyage laser, deux solutions principales se distinguent: Machines de nettoyage laser pulse Et en plusMachines de nettoyage laser fibre....... Les deux technologies offrent un nettoyage efficace pour diverses applications industrielles, mais leurs différences les rendent adaptées à différents cas d’utilisation. La compréhension de ces différences peut aider les entreprises à choisir la bonne machine pour leurs besoins spécifiques.
Machine de nettoyage Laser Pulse

Les machines de nettoyage laser pulse utilisent une source laser à l’état solide pour générer des impulsions à haute énergie pour éliminer la rouille, la peinture, les revêtements et les contaminants des surfaces. Caractéristiques clés de Le nettoyage au laser pulse comprend:
Moindre coût: les systèmes de nettoyage au laser sont généralement plus abordables que les lasers à fibre, ce qui en fait un choix rentable pour les petites et moyennes entreprises.
Bon pour les Surfaces délicates: le laser pulse fonctionne avec une densité d’énergie plus faible, ce qui minimise les dommages causés par la chaleur et le rend approprié pour le nettoyage des matériaux sensibles tels que les objets historiques, l’électronique et les métaux mous.
Entretien modéré: bien que les lasers nécessitent un entretien périodique, ils restent une option fiable pour diverses applications de nettoyage.
Machine de nettoyage Laser fibre

Les machines de nettoyage laser à fibre utilisent une technologie laser à fibre avancée, connue pour son efficacité, sa précision et sa longévité. Ils sont largement utilisés dans les environnements industriels où un nettoyage en profondeur à grande vitesse est nécessaire. Les principaux avantages du nettoyage laser à fibre incluent:
Efficacité accrue: les lasers à fibre offrent une puissance plus élevée et des vitesses de nettoyage plus rapides, ce qui les rend idéaux pour les applications industrielles lourdes telles que l’automobile, la construction navale et l’entretien des machines.
Faible Maintenance & Longue durée de vie: les systèmes laser à fibre ont moins de composants consommables et nécessitent un entretien minimal, ce qui entraîne des coûts d’exploitation réduits au fil du temps.
Respectueux de l’environnement: sans consommables chimiques et avec un minimum de déchets, le nettoyage laser à fibre est une solution écologique qui s’aligne sur les pratiques modernes de durabilité.
l Lequel choisir?
Lors du choix entre le nettoyage laser YAG pulse et le nettoyage laser fibre, tenez compte des facteurs suivants:
Budget: si le coût est une préoccupation première, Les machines de nettoyage laser pulse peuvent être le meilleur choix en raison de leur investissement initial plus faible.
Sensibilité matérielle: pour les matériaux sensibles ou sensibles à la chaleur, Le nettoyage laser pulse est préférable en raison de son impact thermique plus faible.
Vitesse de nettoyage & Efficacité: si vous avez besoin d’une solution haute vitesse de qualité industrielle avec un entretien minimal, le nettoyage laser à fibre est la meilleure option.
l Conclusion Conclusion
Les deux Les machines de nettoyage laser d’impulsion et les machines de nettoyage laser de fibre ont leurs avantages distincts, les rendant appropriés pour différentes industries et applications. Si vous avez besoin d’aide pour choisir la bonne machine de nettoyage laser pour votre entreprise, n’hésitez pas à nous contacter. Notre équipe d’experts est prête à fournir des conseils professionnels et à recommander la meilleure solution pour vos besoins spécifiques.
Pour plus d’informations sur nos machines de nettoyage laser, visitez notre site web ou contactez-nous directement!
Obtenez un soutien professionnel maintenant
[traduction]www.san-laser.com]
Liens de produits connexes
-
Apr 18,
2025Analyse du marché et tendances de développement des Machines de soudage par moule Laser (en 2024-2025)1. Vue d’ensemble du marché
Taille du marché mondial: le marché mondial des machines de soudage de moule laser a été évalué à environ$1,2 milliard en 2024, avec un tcac prévu de 7,5 % (2025-2030), tirée par la demande des secteurs de l’automobile, de l’aérospatiale et de la fabrication de précision.
Régions clés:

L’asie-pacifique domine (45% de part de marché), dirigée par la Chine, le Japon et la Corée du Sud, en raison de l’industrialisation rapide et des besoins en réparation de moisissures
L’europe (30%) et l’amérique du nord (20%) se concentrent sur les applications de haute précision et l’automatisation.
2. Applications clés
Réparation de moules & Entretien: le soudage au Laser est largement utilisé pour réparer les moules d’injection de grande valeur, les moules de moulage sous pression et les moules d’emboutissage, réduisant ainsi les temps d’arrêt et les coûts de 30-50%.
Automobile: critique pour le soudage de composants de moules complexes (par exemple, pièces de moteur, moules d’engrenages) avec une distorsion thermique minimale.
Aérospatial: utilisé pour les moules en alliage de titane et de superalliage à base de nickel nécessitant une très haute précision.
Electronique: micro-soudure pour moules semi-conducteurs et matrices d’emboutissage de précision.
3. Tendances technologiques
Dominance du Laser à fibre: les lasers à fibre (longueur1μm) détiennent 65% de part de marché en raison de leur rendement élevé, de leur conception compacte et de leur maintenance réduite.
Intégration de l’automatisation: l’adoption de bras robotiques basés sur l’ia et de systèmes de surveillance en temps réel (par exemple, le suivi des joints) améliore la précision du soudage de 20 à 30%.
Soudage hybride: la combinaison du laser avec le soudage à l’arc (par exemple, laser-TIG) améliore la vitesse et la pénétration pour les grands moules.
Fabrication Additive: dépôt de métal Laser (LMD) pour la modification de surface de moule et l’impression 3D de structure de moule complexe.
4. Paysage concurrentiel
Principaux acteurs: TRUMPF (allemagne), IPG Photonics (États-Unis), han’S Laser (Chine), Amada (Japon), et Coherent (États-Unis) contrôlent 60% du marché haut de gamme.
Fabricants chinois: gagner du terrain avec des solutions rentables (par exemple, 10 à 30% moins cher que leurs homologues européens), ciblant les marchés émergents d’asie du sud-est et d’afrique.
5. Défis à relever
Coût Initial élevé: coût des systèmes d’entrée de gamme$50k-$100k, limitant l’adoption dans les pme.
Manque de compétences: nécessite des opérateurs spécialisés pour le débogage des paramètres (p. ex. fréquence d’impulsion, sélection des gaz de blindage).
Limites des matériaux: défis dans le soudage de matériaux hautement réfléchissants (par exemple, alliages de cuivre) et de moules ultra-épais (>30mm).
6. Opportunités de croissance
Économies émergentes: augmentation des besoins en moisissure en Inde, au Vietnam et au Mexique en raison de la délocalisation de la fabrication.
Durabilité: le soudage au Laser réduit les déchets de matériaux de 15 à 20% par rapport aux méthodes traditionnelles, en accord avec les objectifs ESG.
Solutions sur mesure: demande de systèmes modulaires pour des applications de niche (par exemple, moules pour dispositifs médicaux).
Conclusion Conclusion
Le marché du soudage par moule laser est sur le point de connaître une croissance soutenue, portée par l’automatisation, l’innovation des matériaux et les applications de réparation. Les fabricants devraient donner la priorité à la recherche et au développement dans le domaine des lasers à longueurs d’onde multiples et des logiciels conviviaux pour saisir les opportunités dans les secteurs de l’asie-pacifique et de la fabrication verte. La Collaboration avec les fournisseurs de services de moisissure et les programmes de formation professionnelle aidera à surmonter les obstacles liés aux compétences.
Obtenez un soutien professionnel maintenant
[traduction]www.san-laser.com]
Liens de produits connexes
-
Apr 17,
2025Pourquoi nos Machines de soudage s’adaptent parfaitement au marché américain? Des Solutions localisées pour une Production efficace!Sur le marché mondial des équipements industriels, l’adaptation aux exigences régionales est cruciale. Nos machines à souder, avec leur Conception localisée, certifications strictes et service efficace, sont devenus le choix idéal pour les clients dans les amériques. Cet article détaille comment nous optimisons nos équipements pour répondre pleinement aux normes et aux exigences du marché américain.

1. Conforme aux Certifications de sécurité américaines strictes: UL & Certifié CSA
Sur le marché américain, Certifications UL (États-Unis) et CSA (Canada) Sont des exigences clés pour l’équipement industriel. Nos machines de soudage sont soumises à des tests rigoureux pour assurer la conformité avec:
· · · · · · · · · · · · · Normes de sécurité électrique (prévention des courts-circuits, des surcharges, etc.)
· Conformité ignifuge et matérielle (respect de la réglementation environnementale nord-américaine)
· Compatibilité électromagnétique EMC (éviter les interférences avec d’autres équipements)
Ces certifications donnent aux clients Tranquillité d’esprit Lors de l’achat, sans problèmes de conformité.
2. Tension & Adaptation de fréquence: 220V 60Hz pour les systèmes électriques américains
Les normes de tension dans les amériques (par exemple, États-Unis, Canada, Mexique) diffèrent de celles en asie et en Europe. Nos machines de soudage disposent Circuits optimisés Pour assurer:
✅ ✅ ✅ ✅ ✅ ✅ ✅ ✅ ✅ Compatibilité 220VAC 60Hz-correspond parfaitement au réseau électrique américain
✅ Conception large de tension-gère les fluctuations, empêchant les dommages d’équipement
✅ Haute efficacité énergétique-réduit les coûts d’électricité et augmente la productivité3. Emballage robuste & Expédition sûre: assurer une livraison sans dommages
Le transport maritime International peut nécessiter de longs trajets maritimes ou terrestres avec une manutention difficile. Nous utilisons Emballage protecteur multicouche:
�� �� �� � �� �� � �� �� � �� �� � �� �� � �� �� � �� �� � �� �� � �� �� � Amortissement interne-mousse à haute densité + éponge pour l’absorption des chocs
�� Extérieur renforcé-caisses en bois personnalisées, imperméables et résistantes aux chocs
�� Partenaires logistiques professionnels-garantie à temps, livraison sécurisée4. Localisation de la langue: anglais Interface & Support dans la langue locale
Pour assurer la facilité d’utilisation aux clients américains, nous fournissons:
�� Interface d’exploitation anglaise (espagnol, français, etc. disponible)
�� Manuels anglais & Documentation technique (clair et facile à comprendre)
�� Anglais tutoriels vidéos (installation et opération rapides)L’élimination des barrières linguistiques améliore la productivité!
5. Support après-vente rapide: réponse d’ingénieur d’une minute
Les pannes d’équipement peuvent perturber la production, c’est pourquoi nous offrons:
⚡ Temps de réponse d’une minute- ingénieurs professionnels en veille
�� Inventaire Local de pièces de rechange-minimise les temps d’arrêt
�� Rappels d’entretien programmé-prolonge la durée de vie de l’équipementPourquoi choisir nos Machines de soudage?
✅ Entièrement conforme aux normes américaines (certifié UL/CSA)
✅ Optimisé pour l’alimentation locale (220V 60Hz)
✅ Emballage sécurisé pour un transport sûr (antichoc & Étanche)
✅ Pas de barrières linguistiques (interface anglaise + manuels)
✅ Service après-vente sans tracas (réponse rapide d’une minute)Choisissez-nous pour la meilleure Solution de soudage adaptée au marché américain!
�� Contactez-nous dès maintenant Pour une solution sur mesure!
Obtenez un soutien professionnel maintenant
[traduction]www.san-laser.com]
Liens de produits connexes
-
Apr 17,
2025Sujet: la préoccupation n ° 5 des utilisateurs de soudage Laser!Service après-vente et support technique rang en tant que préoccupation TOP5 Pour les utilisateurs de machines de soudage laser.
Les données de l’industrie révèlent:
• 60%+ acheteurs priorisent le support après-vente lors de la sélection de l’équipement (Nouvelles de fabrication Laser 2023) voir aussi: voir aussi:
• 35% des clients changent de fournisseur en raison d’un mauvais service (Enquête auprès de 1 200 utilisateurs)Points de douleur communs que nous résolvons:
Mon - sun 48+ temps de réponse de la part des concurrents → Notre support en direct 24/7
�� �� �� � Jours d’arrêt → Garantie de livraison de pièces de rechange en 48 heures
�� ninguat � S non form� S → Programmes de formation certifiés gratuitsCas de réussite:
Après qu’un fabricant de plateaux de batterie de véhicule électrique ait commencé à utiliser nos services:
✓ ✓ ✓ ✓ Le temps de réponse aux défaillances a été réduit de 85%.
✓ Le taux d’utilisation global de l’équipement a augmenté de 23%.
✓ Les coûts d’entretien annuels ont diminué de 18%.
Cette isn't juste équipement - it' S l’assurance-production.
[traduction]traduction]Planifier une consultation] aujourd’hui pour discuter de vos besoins spécifiques.
P.S. restez à l’écoute pour " préoccupation des utilisateurs#4: sécurité et Compliance" Dans notre prochain aperçu.
Obtenez un soutien professionnel maintenant
Liens de produits connexes
-
Apr 14,
2025Méthodes courantes de réparation de moule!Les moules sont d’une importance vitale dans la production industrielle. Cependant, des problèmes comme l’usure et les fissures sont fréquents. Comment choisir la bonne technologie de réparation de soudage? En tant que marque leader dans le domaine de l’équipement de soudage de moule, San Laser. Cet article fournira une introduction détaillée aux méthodes de soudage de réparation de moule les plus courantes et offrira des solutions professionnelles.

1. Soudure Laser: le premier choix pour une réparation de haute précision
Scénarios applicables: moules d’injection de précision, moules de moulage sous pression, moules avec la finition de surface élevée
Avantages:
✅ ✅ ✅ ✅ ✅ ✅ ✅ ✅ ✅ Ultra-haute précision (erreur < 0.1mm), approprié à la réparation des fissures minuscules
✅ Petite zone affectée par la chaleur, réduisant le risque de déformation du moule
✅ Compatible avec l’automatisation, et peut être utilisé avec des bras robotisés pour la réparation par lots0. Le soudage au gaz inerte au tungstène (TIG): une Solution universelle de soudage
Matériaux applicables: acier inoxydable, alliage d’aluminium, alliage de cuivre, etc.
Avantages:
✅ Force de soudure élevée, appropriée aux moules qui supportent le stress élevé
✅ Équipement largement disponible et seuil de fonctionnement relativement faible
✅ Capable de réparer les dommages de grande surface
Conseils d’experts:
• la température de préchauffage doit être strictement contrôlée (par exemple, l’acier H13 doit être préchauffé à 300-500℃)
• le soudage par impulsion TIG est recommandé pour réduire la déformation thermique0. Technologie de soudage à froid: une Solution spéciale sans déformation thermique
Scénarios applicables:
• moules à parois minces (tels que les moules de connecteur électronique)
• moules traités thermiquement (pour éviter le recuit secondaire)
Avantages:
✅ Soudage à température ambiante, sans contrainte thermique
✅ Pas besoin de traitement ultérieur, gain de temps
Inconvénients:
❌ ❌ ❌ La force de liaison est relativement faible (environ 60-70% du métal de base)
❌ Convient uniquement pour la réparation de pièces non sollicitées0. Autres Technologies émergentes
4.1 soudage par Friction
• la chaleur est générée par frottement mécanique, adapté au soudage de métaux différents
• cas typique: réparation d’inserts de moule
4.2 soudage par faisceau d’électrons (EBW)
• réalisé dans un environnement sous vide, adapté aux moules de qualité aérospatiale
• équipement coûteux, limité aux champs haut de gamme0. Pourquoi choisir San Laser' S équipement de soudage?
• faible difficulté de fonctionnement: la direction du mouvement du chemin optique peut être commandée à distance par un levier de commande à trois axes, disant au revoir à l’ajustement manuel du chemin optique.
• technologie propriétaire: la conception d’opération divisée vous permet d’ajuster fréquemment des paramètres à une distance allant jusqu’à 4 mètres.
• service Global: fournissez le support technique à distance de 24 heures.La nouvelle machine de soudure de réparation de moule du modèle 2025 est maintenant en vente chaude. Venez vivre la toute nouvelle et ultra-précise expérience de réparation de moules!
Obtenez un soutien professionnel maintenant
[traduction]www.san-laser.com]
Liens de produits connexes
-
 À propos de san laser
À propos de san laserPionnier dans le monde de la technologie Laser depuis 10 ans, il est fier de présenter ses dernières machines Laser pour diverses applications.
En savoir plus -
 Application et histoires Clent
Application et histoires ClentLes nombreuses applications de ces machines travaillent sur des matériaux tels que le cuir, le bois, l’acrylique, le tissu et les industries de transformation du papier.
En savoir plus



